CNG Pressure Regulating Station
Safe, Efficient, and Reliable Natural Gas Supply Solution
Hebei Junxin New Energy Technology Co., Ltd.
About Us
Hebei Junxin New Energy Technology Co., Ltd. is a leading provider of clean energy solutions, specializing in the research, design, and manufacturing of CNG (Compressed Natural Gas) equipment. Committed to innovation and quality, we deliver reliable, efficient, and safe energy supply systems to our valued customers.
Product Overview
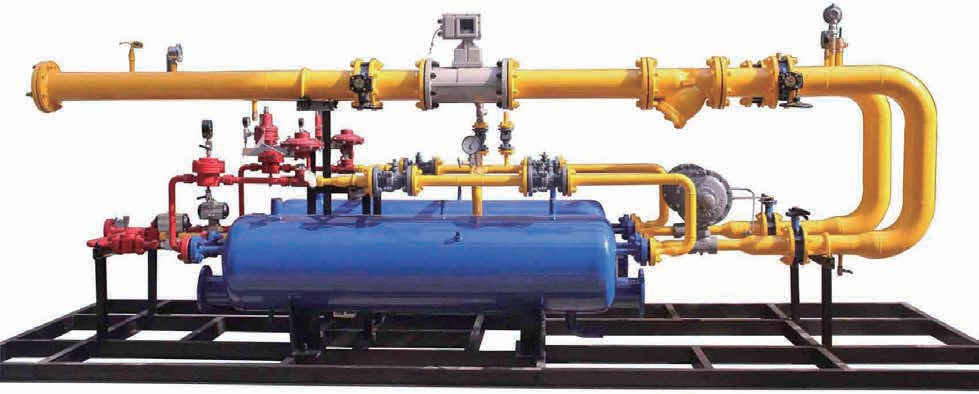
Our CNG Pressure Regulating Station is an integrated solution designed to receive high-pressure gas from CNG tube trailers, process it through heating, staged pressure reduction, metering, and odorization, and then deliver it into the local pipeline network at a stable, user-specified pressure.
- Applications: Ideal for residential areas, commercial complexes, and industrial facilities. Serves as a primary gas source in pipeline-less areas or as a peaking/backup source for existing networks.
- Economic Range: Economically viable within 300km (typically ≤ 500km) from a CNG mother station. Suitable for supplying 2,000 - 8,000 households with a flow rate of 10 - 10,000 Nm³/h.
How It Works
The station operates on a sequential process to ensure gas is delivered safely and efficiently:
1. Unloading: High-pressure gas is safely transferred from the CNG tube trailer into the station.
2. Heating & Pressure Reduction: The gas is heated to prevent freezing and then depressurized in two or three stages to reach the desired pressure.
3. Metering & Odorization: The processed gas is accurately measured for billing and then odorized for leak detection.
4. Delivery: The final, conditioned gas is sent into the distribution pipeline for end-user consumption.
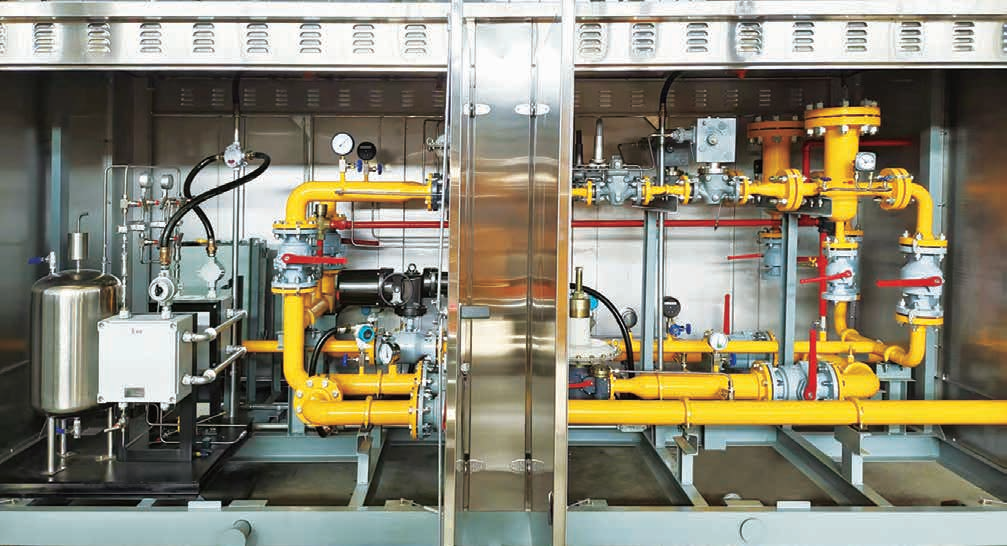
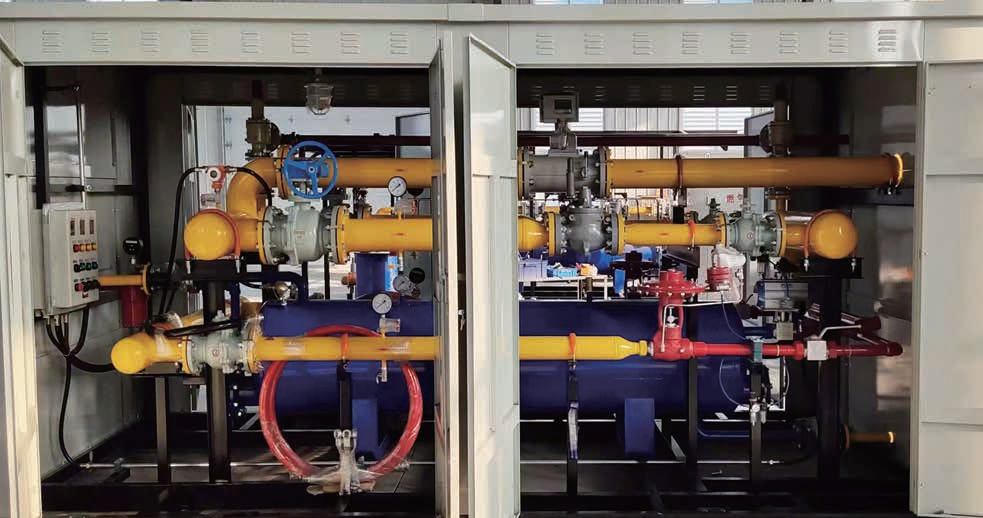
Key Components
- Unloading System: Features high-pressure hoses, quick-connect couplings, and valves for fast and secure transfer.
- Pressure Regulation & Heat Exchange System: The core of the station, ensuring stable pressure output through precise control valves and heat exchangers.
- Metering System: Utilizes high-precision flow meters for accurate gas measurement.
- Control System: A central PLC-based control panel monitors all parameters (pressure, temperature, flow) and automates operations for maximum safety and efficiency.
- Heating System: Typically a gas-fired boiler or hot water pump that provides the necessary heat during the pressure reduction process.
Key Advantages
- Safety & Reliability: Equipped with multiple safety devices (emergency shut-off valves, pressure relief valves) and a robust design to ensure operations even in harsh conditions.
- High Efficiency: Optimized process design minimizes energy loss and ensures maximum throughput.
- Smart Control: Fully automated PLC control system with a user-friendly HMI, enabling easy operation and remote monitoring.
- Flexible Customization: Tailor-made solutions to meet specific customer requirements for flow rate, pressure, and configuration.
Technical Specifications
- Flow Capacity: 10 - 5,000 Nm³/h
- Inlet Pressure: 0.1 - 25 MPa
- Outlet Pressure: Customizable (e.g., 0.1 - 0.4 MPa)
- Design Standard: Complies with national standards (e.g., GB 50028)
- Main Material: Corrosion-resistant materials such as stainless steel for key components.
Services & Support
We offer a comprehensive range of services to support you throughout the entire project lifecycle:
- Pre-sales: Technical consultation and customized solution design.
- Sales: Professional manufacturing, on-site installation, and commissioning.
- After-sales: Operator training, regular maintenance, and prompt repair services.